
Sponsored content by Fernando Ojeda
Ultrasonic testing (UT) is a noninvasive, accurate, and efficient method for inspection of materials in a variety of industries, including aerospace, automotive, nuclear, and petrochemical. It involves the use of high-frequency sound waves to detect defects or changes in density, structure, or geometry, taking advantage of different wave propagation phenomena as reflection, absorption, dispersion, or diffraction.
Typically, ultrasonic waves are created and detected by means of piezoelectric probes which convert electrical signals into mechanical waves and vice versa. Effective coupling between the probe and the material under test is essential for accurate results, so that the transmission and reception of ultrasonic waves across its exposed surface be facilitated.
Unfortunately, the same ability of the UT method to detect small changes within the material volume (e.g., cracks or porosity), can become a coupling issue in those surfaces with a complex and/or unknown geometry, or when the surface location is unknown or inaccurate respecting the probe position, provoking undesirable and unpredictable reflections and attenuations of the ultrasonic waves.
Overall, the industry is continuously increasing the complexity of material geometries as a natural outcome of innovation. For instance, note the last advances in manufacturing technologies (e.g., 3D printing) that allow for the creation of complex geometries and materials, previously difficult or impossible to produce.
This trend has been accompanied by the development of adaptive inspection technologies that can overcome the challenges associated with complex geometries, such as variable thickness, curvature, or irregular shape. By adjusting the inspection parameters in real-time, adaptive UT can provide more accurate and reliable inspection results, while also reducing the need for re-inspection and easing the analysis of results. A typical application for adaptive ultrasonic coupling is found in the aerospace production of carbon fiber reinforced polymers (CFRP) components, frequently designed with radial geometries which are prone to small dimensional deviations in the manufacturing phase (see Figure 1), normally not relevant for their structural mission, but very significant in the ultrasonic coupling, provoking uncontrolled attenuations that could be confused with false porosity indications or even make the own UT inspection unfeasible.
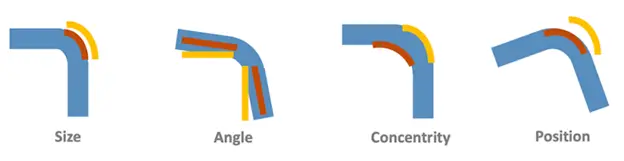
Figure 1. Typical radius deviations found in CFRP aerospace components.
.
Various methods for UT adaptive coupling can be found in the industry, primarily:
- flexible probes,
- profile following by robotic means,
- adaptive phased array ultrasonic testing (PAUT), and
- adaptive total focusing method (TFM) and related technologies.
This post blog focuses on the adaptive TFM approach and its comparison to adaptive PAUT.
PAUT Technologies
PAUT uses multiple small transducer elements arranged in an array to generate and receive ultrasonic waves. These elements are electronically controlled to create ultrasonic beams with different directions and focalizations.1
The set of electronic delays that are applied to the different elements, both in emission and reception, is called focal law, and the set of focal laws processed, either sequentially or in parallel, is known as electronic scan (in contraposition to the so-called mechanical scan).
The most common electronic scans generated with PAUT instrumentation are:
- Linear scan: a fixed focal law is shifted across the elements of an array probe, emulating the linear movement of a conventional probe, and covering in this way a larger area with a single probe and without mechanical action.
- Sectorial scan: using fixed elements of an array probe, different focal laws are processed to generate beams focused on different angles, emulating the tilt of a conventional probe, and covering in this way a wider range of angles with a single probe and without mechanical action.
Adaptive PAUT Technologies
Adaptive PAUT is an evolution of PAUT, leveraging the own array probe to learn the surface profile of the material while it is being inspected. Adaptive PAUT is generally combined with linear scans and involves the emission and reception of dedicated ultrasonic waves aimed to determine the surface profile, dynamically interlaced within the own sequence of focal laws. In this way, variations in the surface-probe alignment can be detected in real-time and used to steer the beams, in such a way that they become normal to the material surface, optimizing ultrasonic coupling (see Figure 2).
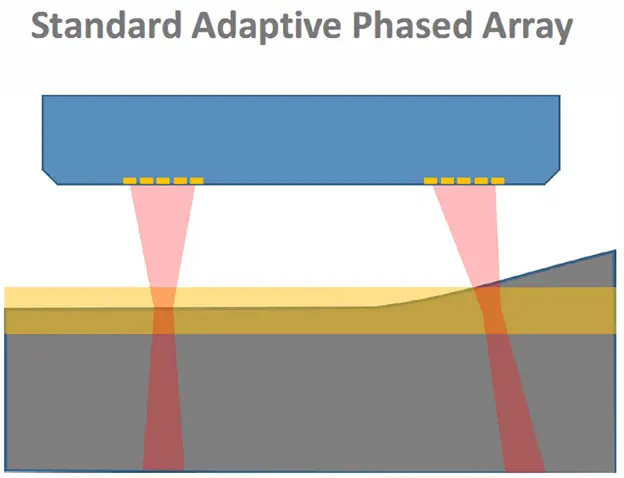
Figure 2. Beam steering in adaptive PAUT to approach a normal direction to the surface of the material under test. Focalization area is highlighted in yellow.
.
Usually, the learning process needs to be iterated from 2 to 5 times to converge and result in a stable and accurate steering of the beams, mainly due to acoustic edge effects associated to the probe, combined with the non-evident task of determining the surface profile in standard PAUT instrumentation.
Therefore, the way in which adaptive PAUT is implemented can impact its maximum speed, accuracy, and stability. For instance, higher speeds are obtained by using the own inspection waves for learning the surface profile. Conversely, using dedicated ultrasonics waves for the learning process (inserted within the electronic scan) implies a physical overhead and hence a lower inspection speed, but also the possibility to create optimal waves for the learning process in terms of accuracy and stability.
TFM Technologies
TFM is an advanced ultrasonic inspection technique that uses array probes to create high-resolution images of the internal volume of materials. TFM is based in the so-called full matrix capture (FMC) process, which consists in collecting the digitized signals from all probe elements, while they are triggered in a specific sequence (e.g., element by element).
The full set of FMC data is further processed mathematically to generate a high-resolution image of the material’s volume with the best possible focalization in all its extension, as compared to traditional ultrasonic inspection (UT or PAUT), where the focusing area is optimized in limited areas.
Indeed, FMC/TFM methods have introduced a new paradigm in the UT method. Whereas traditional technologies deal with the control of ultrasonic beams by mechanical (UT) or electronic (PAUT) means, FMC/TFM technologies pursue the generation of the best possible ultrasonic images by processing as many data as possible in the smartest and fastest possible way.2
The modern FMC/TFM instrumentation has benefitted from the exponential evolution of graphical processing units (GPUs), high-speed data links (e.g., 10 GbE), and parallel computing software technologies, what has opened a new and broad space in UT imaging. FMC/TFM instrumentation are also built on top of diverse analog and digital electronic technologies as field programmable gate arrays (FPGAs) that have made possible the development of cost-effective and compact PAUT instrumentation, many of them driven by the medical and consumer electronics sectors (see Figure 3).
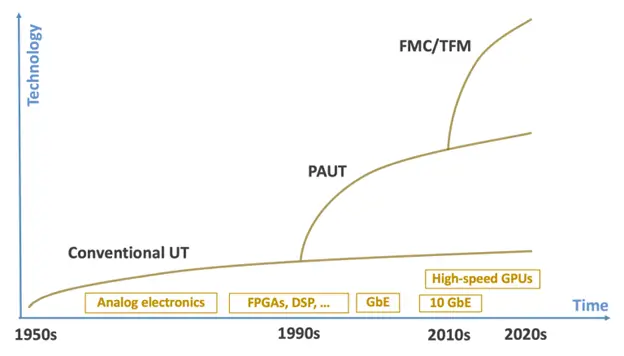
Figure 3. Incremental evolution of UT instrumentation, built on top of different technological leaps (e.g., analog and digital electronics as FPGAs, GPUs, high-speed data links, and imaging software technologies).
Different variations of TFM can be obtained depending on the emission pattern of the array elements and the imaging algorithm used. For instance, in plane wave imaging (PWI) all elements are emitted jointly to generate plane waves, as compared to the element-by-element emission in standard TFM (see Figure 4).
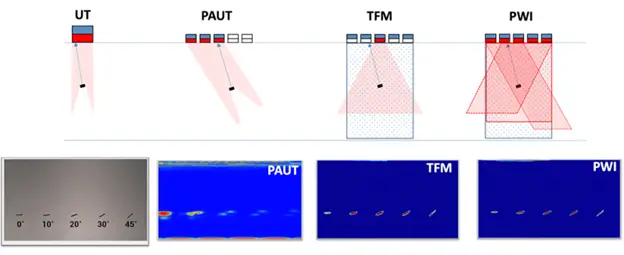
Figure 4. Comparison of different UT techniques. Aluminum block with artificial notches created at different angles (left, bottom), and the corresponding B-scan images at the right.
PWI can provide higher speeds than TFM as the number of ultrasonic waves emitted can be drastically reduced (typically from 1 to 10 plane waves in PWI versus 32 to 128 spherical/cylindrical waves in TFM, or 10 to 100 beams in PAUT). Image quality of PWI can be comparable to that of TFM or even better in some cases due the higher energy of plane waves as compared to cylindrical/spherical waves. However, near-surface resolution could be degraded in PWI for this same reason.
TFM/PWI imaging and its derived methods as phase-coherence imaging (PCI) are being increasingly adopted by a variety of industries for its improved resolution and ease of data analysis over PAUT.3
Adaptive TFM Technologies
Adaptive TFM is an advanced version of TFM, introducing the measurement of the surface profile (obtained from the own FMC dataset) into the image computation.
As FMC/TFM is based on quasi-omnidirectional waves (spherical or cylindrical, for square or rectangular array elements, respectively), adaptive TFM is especially indicated in those applications where large variations in the surface geometry are expected (see Figure 5).
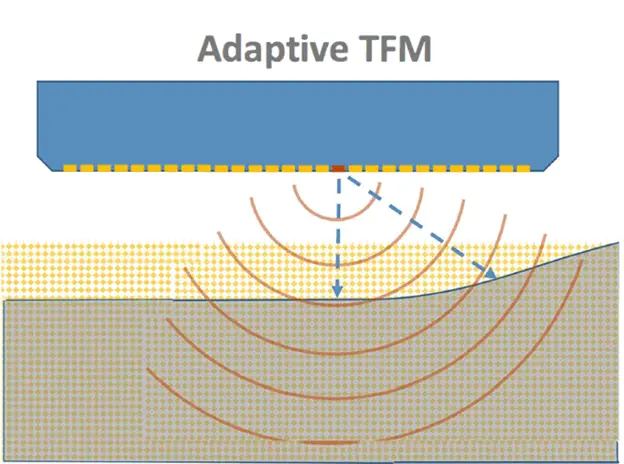
Figure 5. Omnidirectionality of spherical/cylindrical waves in ATFM favors the learning of complex surfaces. The yellow dotted pattern represents the optimized area for focalization.
One of the main advantages of adaptive TFM over adaptive PAUT is about how the images are processed. In adaptive PAUT, the obtained images (B-scan) show a flattened surface profile because the beam-steering process ends up emulating a probe parallel to the surface. Hence, the surface profile becomes flattened in the resulting B-scan. In contrast, adaptive TFM provides a real view of the material surface and volume (as it is measured), so any unexpected and/or unacceptable anomaly in the material surface would show up in the B-scan image and could be further analyzed (see Figure 6).
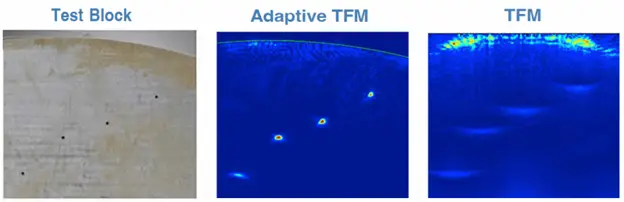
Figure 6. Demonstration of how ATFM preserves the surface profile and provides high-resolution images. A standard TFM image (right) is shown for reference.
The adaptive TFM method makes unnecessary the need for additional or iterative ultrasonic waves to learn the surface profile, so the inspection speed is not physically reduced respect to the standard TFM. Nevertheless, adaptive algorithms demand higher computational efforts, so they could limit to some extent the inspection speed depending on the performance of the GPU employed.
Adaptive imaging can be done either in real-time, offline (if FMC dataset is stored), or both, and can be applied to the different variations and combinations of TFM, including PCI and PWI (see Figure 7).
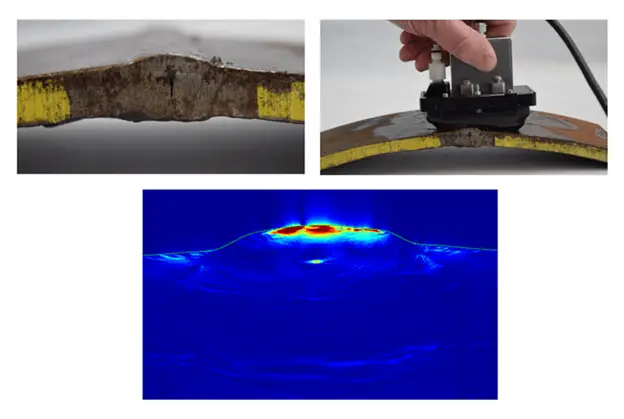
Figure 7. Application of Adaptive PWI (APWI) to the detection of inclusions from the top side of a complex-geometry weld, using a flexible wedge for absorbing the surface irregularities.
Finally, it is worth mentioning that one the main applications for adaptive TFM is correcting probe-to-surface misalignments, either in manual, semi-automatic, or automatic inspections (profile-following), solving the “last mile” in terms of ultrasonic coupling and relaxing the mechanical requirements, what is of great help in the inspection of CPRP components, even when their geometry is flat or quasi-flat (see Figure 8).
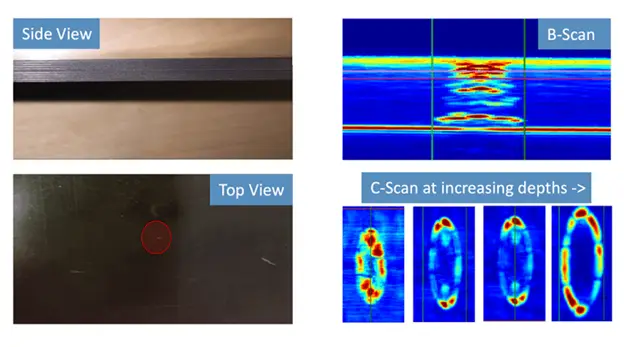
Figure 8. Impact damage in flat CFRP component as inspected by ATFM.
It is expected that numerous and diverse applications for these new technologies be developed and industrialized in the coming years, including the inspection of complex geometry composites.4
Conclusions
Diverse adaptive UT methods have evolved as a reaction to overcome the growing production of complex geometry materials.
Thanks to numerous advances in electronic and software technologies, adaptive TFM has been developed and proved as an efficient method for generating high-resolution real-time images of complex geometry components, correcting probe-to-surface misalignments, and measuring the surface profile.
Equivalent adaptive methods can be derived from other versions of FMC/TFM, including PWI and PCI.
References
- Cochran, S., April 2006, “Fundamentals of ultrasonic phased-arrays,” Insight – Non-Destructive Testing and Condition Monitoring.
- Carcreff, E., G. Dao, and D. Braconnier, 2016, Fast total focusing method for ultrasonic imaging, AIP Conference Proceedings, Vol. 1706, 040001, https://doi.org/10.1063/1.4940495
- Laroche, N., 2022,“Benefits of Software Beamforming for Ultrasonic Inspections,” ASNT Pulse.(https://www.asnt.org/standards-publications/blog/benefits-of-software-beamforming-for-ultrasonic-inspections)
- Brath, Alex J. and Francesco Simonetti, 2017, “Phased Array Imaging of Complex-Geometry Composite Components,” IEEE Transactions on Ultrasonics, Ferroelectrics, and Frequency Control, Vol. 64, Issue 10
Acknowledgments
The author wishes to thank the valuable contribution of the TPAC team and its customers.
Author
Fernando Ojeda is Director of Business Development at AOS; fernando.ojeda@tpac-ndt.com; linkedin.com/in/fojedaa; TPAC, Seattle, United States of America.

